
LyoFreeze
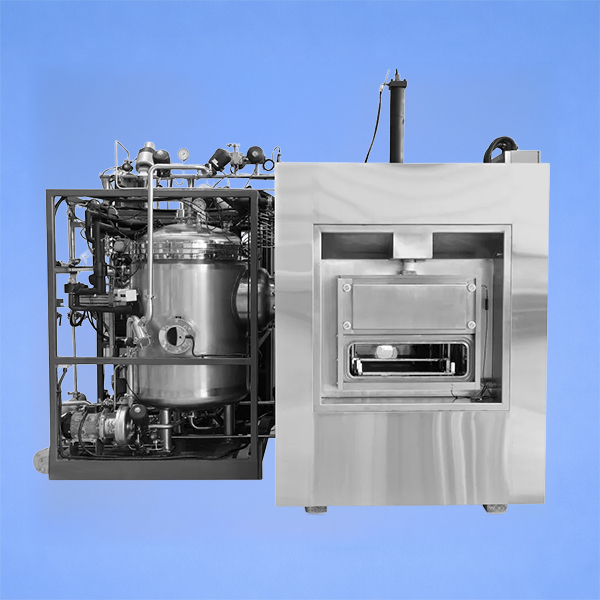
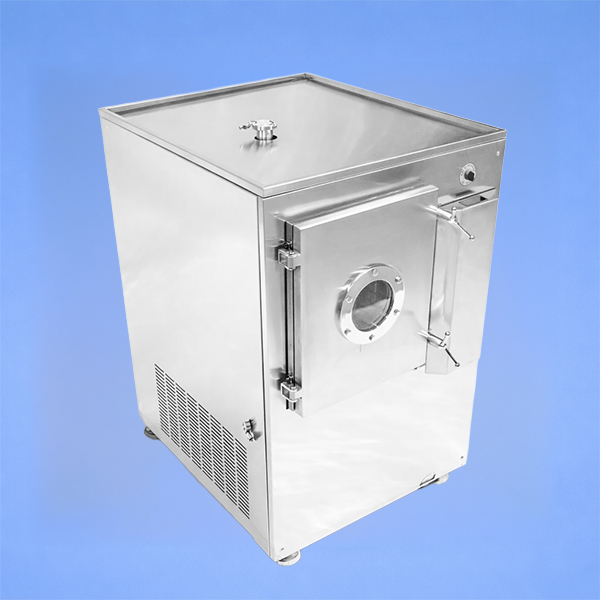
The LyoFreeze manifold freeze dryer for pharmaceutical laboratories is a floor-standing lyophilizer designed to remove moisture from multiple samples simultaneously. It connects individual vials, flasks, or tubes to a sealed chamber operating under deep vacuum, enabling efficient drying of varied sample types in a single cycle.
Unlike shelf-based systems, this lab freeze dryer for pharma allows flexibility to process different container sizes and formats together. The LyoFreeze features a condenser reaching -85°C, a one-touch automated control system, and a 30-litre chamber, making it suitable for routine research and development applications.
Key Features
- Manifold-based drying for multiple samples
- Supports different container types and sizes
- Condenser temperature up to -85°C
- One-touch automated control system
- Designed for laboratory and R&D use


Frequently Asked Questions
LyoFreeze is a versatile pharmaceutical freeze dryer designed for formulation development, process optimisation, and small-scale production. It delivers reproducible lyophilization cycles with precise temperature and vacuum control, making it ideal for developing stable lyophilized formulations for biologics, APIs, vaccines, and diagnostic reagents.
LyoFreeze is designed for laboratory to pilot-scale lyophilization, bridging early formulation work and scale-up to production. Its shelf area accommodates representative batch sizes that allow cycle parameters to transfer predictably to larger GMP freeze dryers, reducing scale-up risk and accelerating pharmaceutical product development timelines.
LyoFreeze achieves shelf temperatures as low as −55°C and condenser temperatures of −75°C or lower, providing adequate thermal headroom for aggressive controlled freezing of sensitive biologics and complex formulations. This ensures complete ice crystal formation before primary drying, protecting product structure and quality attributes.
Yes. LyoFreeze is well-suited for vaccine and biologic freeze-drying development. Precise shelf temperature ramps and hold steps protect thermally sensitive proteins and nucleic acids during freezing and drying. The system supports development of robust lyophilization cycles that maintain potency, stability, and reconstitution performance across product types.
LyoFreeze is built to GMP-compatible standards with 316L stainless steel contact surfaces, CIP/SIP support, and full IQ/OQ/PQ qualification documentation. It complies with FDA 21 CFR Part 11 for electronic records and audit trails, supporting regulated pharmaceutical R&D and clinical manufacturing environments.
LyoFreeze uses PLC-driven recipe control with independent shelf temperature and vacuum regulation, ensuring repeatable freeze-drying cycles. Programmable ramp rates, hold steps, and endpoint parameters allow scientists to develop and lock optimised lyophilization cycles that can be directly transferred to pilot and commercial-scale GMP freeze dryers.
Yes. LyoFreeze is specifically designed to support lyophilization cycle development and formulation screening. Its flexible recipe programming, real-time data logging, and optional PAT tool integration allow formulators to evaluate excipient systems, collapse temperatures, and drying endpoints, generating design space data for regulatory submissions and QbD cycle design.
LyoFreeze combines pharmaceutical-grade construction, GMP-compatible qualification support, and research-friendly flexibility in a compact footprint. Intuitive recipe management, real-time cycle visualisation, and comprehensive data export simplify experimental workflows, enabling R&D teams to rapidly iterate on lyophilized formulations and generate regulatory-quality data for IND submissions.
Yes, all our products are designed and sourced to meet international regulatory standards, including GMP, USFDA, EU-GMP, WHO, and other relevant compliance requirements.
Absolutely. Our solutions are engineered for seamless integration with existing systems, ensuring minimal disruption and optimal performance within your current setup.
Yes, our team offers technical consultation to help you choose the most suitable product based on your process requirements, facility design, and compliance needs.
Yes, all our products are aligned with our turnkey execution approach, ensuring compatibility with overall facility design, engineering, and operational requirements.
Yes, we provide customised solutions tailored to your process, capacity, and regulatory requirements to ensure optimal performance and efficiency.
Our products are used across pharmaceutical manufacturing, biotechnology, nutraceuticals, research laboratories, and regulated healthcare environments.
We follow strict quality standards and work with trusted technologies and manufacturing processes to ensure consistent performance, durability, and compliance.
Yes, we offer ongoing technical support to ensure smooth operation, performance optimisation, and long-term reliability of all supplied systems and components.
