Pharmaco Global’s pharmaceutical freeze dryers (lyophilizers) are designed to preserve sensitive pharmaceutical products by removing moisture under controlled temperature and vacuum conditions. These lyophilization systems for pharma ensure uniform drying, product stability, and consistent batch quality in sterile, regulated environments.
Designed for scalability from laboratory to production levels, these systems are widely used for vaccines, biologics, and injectables. With precise control over process parameters, they support long-term stability, efficient reconstitution, and GMP-compliant manufacturing.
A pharmaceutical freeze dryer removes water from heat-sensitive drug products through sublimation — converting frozen water directly to vapour under vacuum. Used to manufacture stable, long-shelf-life biologics, vaccines, proteins, antibiotics, and peptides that cannot survive liquid storage or withstand conventional terminal sterilisation processes.
Lyophilization has three phases: Freezing (product cooled to -40 to -50°C); Primary Drying (vacuum applied, ice sublimes removing ~95% water); Secondary Drying (temperature raised, residual bound moisture desorbed to <1% residual moisture). The result is a stable porous dry cake reconstituted with sterile water before patient administration.
Primary drying removes free ice by sublimation under vacuum at controlled shelf temperature — eliminating ~95% of total water. Secondary drying raises temperature above 0°C to desorb residual bound moisture, reaching target residual moisture typically <1%. Inadequate secondary drying causes product instability even when primary drying appears visually complete.
Products requiring lyophilization include monoclonal antibodies, recombinant proteins, vaccines, peptides, blood-derived products, hydrolysis-sensitive antibiotics, liposomal formulations, gene therapy vectors, ATMPs, and diagnostic reagents — any heat- or moisture-sensitive product that cannot be terminally sterilised as a liquid and requires extended shelf-life stability.
Validation follows DQ → IQ → OQ → PQ. IQ confirms correct installation. OQ tests shelf temperature uniformity, condenser capacity, vacuum integrity, and ramp rates. PQ validates the lyophilisation cycle consistently delivers product meeting residual moisture, appearance, reconstitution time, and potency specifications across multiple consecutive GMP batches.
The condenser re-freezes water vapour sublimed from the product during primary drying, maintained at -60 to -80°C to drive sublimation thermodynamically. Condenser capacity — measured in kg ice held — must exceed the total batch water load to prevent vacuum efficiency loss and product collapse during drying.
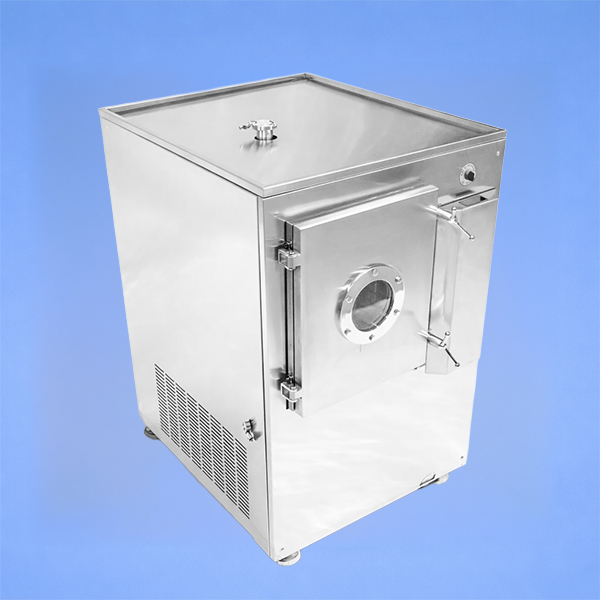
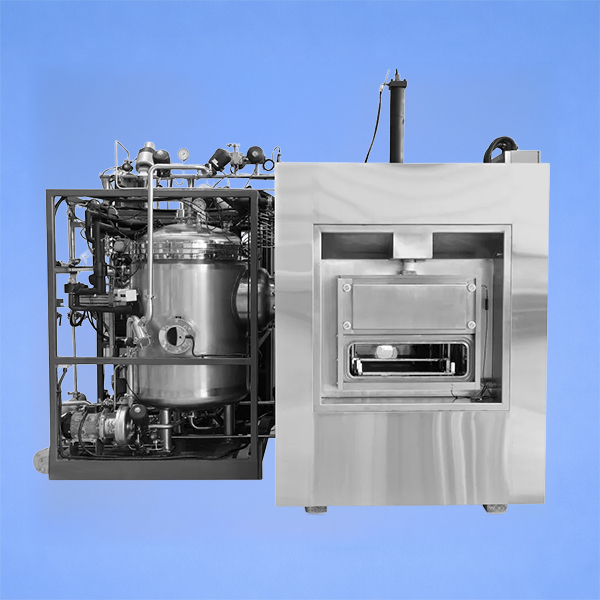
Lab-scale (0.1–1 m²): R&D and cycle development. Pilot-scale (1–5 m²): scale-up studies and clinical trial batches. Production-scale (5–50+ m²): GMP commercial manufacturing with full CIP/SIP and regulatory qualification. Thermal fingerprinting between all scales is critical to ensure lyophilisation cycle transferability without product quality impact.
CIP uses automated spray ball systems circulating validated cleaning agents and WFI rinses through chamber and condenser. SIP sterilises with saturated steam at 121°C for a validated hold time achieving SAL 10⁻⁶. Both cycles are validated with temperature mapping and biological indicator (BI) testing per GMP requirements.
Share your requirements and our team will get back with tailored solutions.
Share your requirements and our team will get back with tailored solutions.