
LyoMax
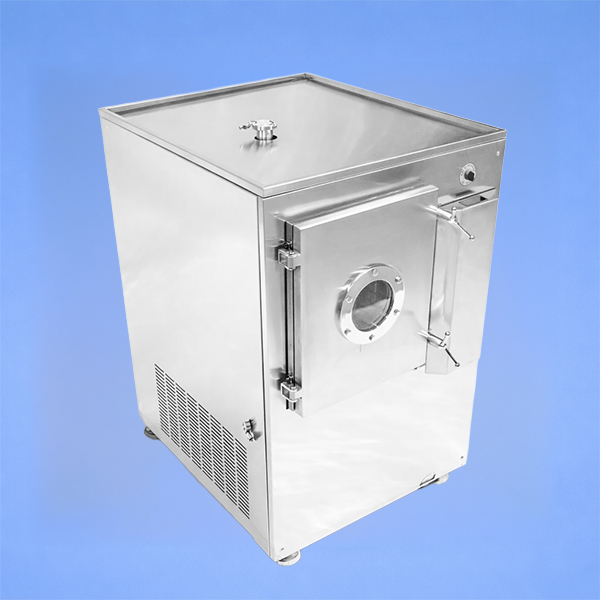
The LyoMax pilot-scale freeze dryer for pharmaceutical manufacturing is designed to support the transition from laboratory development to production-scale lyophilization. It removes moisture through a controlled freezing and vacuum process, ensuring product stability and consistency across larger batch volumes.
As processes scale up, maintaining control and repeatability becomes critical. The LyoMax addresses this with a shelf area of up to 1.67 square meters and a high-capacity condensing system, making it suitable for pilot production and scale-up operations in pharmaceutical and biotechnology environments.
Key Features
- Pilot-scale lyophilizer for scale-up applications
- Supports larger batch volumes with consistent performance
- Shelf area up to 1.67 m²
- High-capacity condensing system
- Designed for controlled and repeatable lyophilization



Frequently Asked Questions
LyoMax is a large-scale, GMP-certified industrial freeze dryer engineered for commercial pharmaceutical manufacturing. It delivers high-capacity lyophilization for sterile injectables, biologics, vaccines, and monoclonal antibodies, with robust process control, full automation, and compliance with FDA, EMA, and ICH regulatory requirements for commercial drug production.
LyoMax supports shelf areas from several square metres up to 100 m² or more, accommodating large commercial batch sizes for high-volume pharmaceutical production. Multiple shelf configurations and modular design options allow manufacturers to tailor LyoMax capacity to their specific production demand and facility footprint requirements.
Yes. LyoMax is fully compliant with FDA 21 CFR Parts 211 and 820, EU GMP Annex 1, and ICH Q10. It incorporates GAMP 5-aligned software, 21 CFR Part 11 electronic batch records, full audit trails, and comprehensive IQ/OQ/PQ qualification support to satisfy global regulatory authorities during inspections.
LyoMax is validated for lyophilizing a broad range of pharmaceutical products including monoclonal antibodies, vaccines, peptides, biosimilars, gene therapy vectors, and lyophilized small-molecule injectables. Its precise thermal control and low condenser temperatures protect product stability and critical quality attributes throughout all drying cycle phases.
Yes. LyoMax supports controlled ice nucleation technology, allowing manufacturers to precisely trigger nucleation at a defined temperature across all vials simultaneously. This produces uniform, predictable ice crystal structures, improving primary drying uniformity, reducing batch-to-batch variability, and significantly shortening overall lyophilization cycle times.
LyoMax integrates with automatic loading and unloading systems (ALUS), supporting row-by-row or full-shelf robotic vial transfer. RABS and isolator-compatible configurations maintain sterile barrier integrity throughout the loading process, complying with EU GMP Annex 1 contamination control strategy requirements for aseptic manufacturing environments.
Yes. LyoMax features validated CIP and SIP systems using 316L stainless steel construction with mirror-polished, crevice-free internal surfaces. Automated cleaning and sterilisation cycles between product batches ensure sterility assurance levels required for aseptic processing, meeting FDA, EMA, and WHO manufacturing guidelines for injectable drug products.
Yes. LyoMax is engineered for predictable scale-up from pilot to commercial production. Its heat and mass transfer characteristics align with smaller-scale development freeze dryers, enabling direct cycle parameter transfer with minimal re-optimisation. This reduces the number of validation batches needed and accelerates time-to-market for new drug products.
Yes, all our products are designed and sourced to meet international regulatory standards, including GMP, USFDA, EU-GMP, WHO, and other relevant compliance requirements.
Absolutely. Our solutions are engineered for seamless integration with existing systems, ensuring minimal disruption and optimal performance within your current setup.
Yes, our team offers technical consultation to help you choose the most suitable product based on your process requirements, facility design, and compliance needs.
Yes, all our products are aligned with our turnkey execution approach, ensuring compatibility with overall facility design, engineering, and operational requirements.
Yes, we provide customised solutions tailored to your process, capacity, and regulatory requirements to ensure optimal performance and efficiency.
Our products are used across pharmaceutical manufacturing, biotechnology, nutraceuticals, research laboratories, and regulated healthcare environments.
We follow strict quality standards and work with trusted technologies and manufacturing processes to ensure consistent performance, durability, and compliance.
Yes, we offer ongoing technical support to ensure smooth operation, performance optimisation, and long-term reliability of all supplied systems and components.
