
Lyoxl
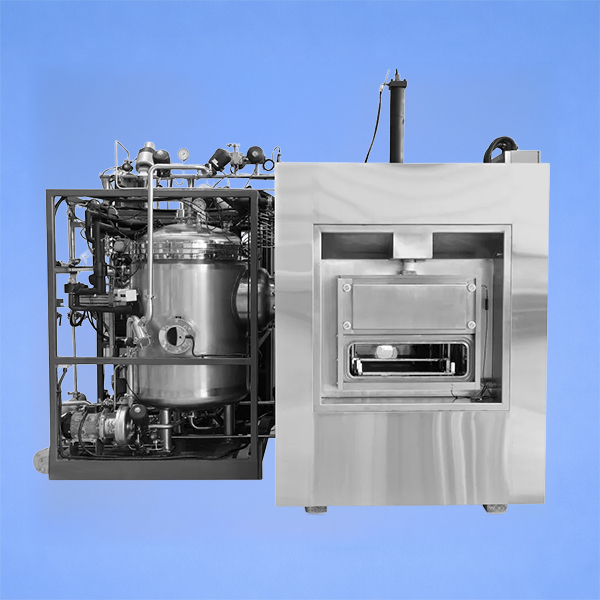
The LyoXL pilot freeze dryer for pharmaceutical applications is designed to support pilot-scale production and process development in pharmaceutical and biotechnology environments. It delivers reliable lyophilization performance while enabling efficient scale-up from laboratory to production.
Engineered with advanced technology and precision manufacturing, the LyoXL combines robust design with consistent performance, making it suitable for demanding pharmaceutical processes.
The system features an integrated PC/PLC and SCADA-based control platform, allowing seamless operation through both automatic and manual cycles. Its intuitive interface supports simplified control while ensuring process transparency and traceability in regulated environments.
Key Features
- Pilot-scale lyophilizer for development and scale-up
- Integrated PC/PLC and SCADA control system
- Automatic and manual operation modes
- Consistent and reliable freeze-drying performance
- Designed for GMP-compliant environments


Frequently Asked Questions
A pilot-scale freeze dryer is a lyophilization system bridging laboratory R&D and full commercial production. It enables pharmaceutical scientists to develop, optimise, and transfer lyophilization cycles for injectables, biologics, and vaccines at an intermediate batch scale — generating process data directly applicable to commercial-scale GMP freeze dryers with minimal revalidation effort.
Laboratory freeze dryers handle small research batches with basic cycle control. Pilot-scale lyophilizers operate at an intermediate production scale with precise shelf temperature uniformity, controlled ice condenser capacity, validated chamber pressure management, and SCADA-based data logging — generating GMP-relevant process data required for clinical manufacturing, regulatory submissions, and technology transfer to commercial production equipment.
A pilot freeze dryer generates lyophilization cycle parameters — shelf temperature ramp rates, primary drying pressure, secondary drying temperature and duration — under controlled, GMP-relevant conditions. These parameters transfer directly to commercial freeze dryers when equipment design is matched, allowing manufacturers to scale batch size without redesigning the lyophilization cycle from scratch, reducing regulatory revalidation burden.
Pharmaceutical pilot freeze dryers must comply with EU GMP Annex 1 for sterile products, FDA 21 CFR Part 211, and ICH Q8/Q10 for process development. Requirements include validated temperature uniformity across all shelves, calibrated sensors for shelf and condenser temperature and chamber pressure, 21 CFR Part 11-compliant electronic records, and full IQ/OQ/PQ qualification documentation before GMP use.
SCADA (Supervisory Control and Data Acquisition) in a pharmaceutical freeze dryer provides automated cycle execution, real-time process monitoring, alarm management, and tamper-evident electronic batch records. It enables 21 CFR Part 11-compliant data integrity — a mandatory requirement for FDA and EU GMP-regulated lyophilization processes — ensuring process parameters are recorded, traceable, and protected from unauthorised modification.
Pilot-scale lyophilizers are used to develop lyophilization cycles for sterile injectable drugs including monoclonal antibodies, vaccines, blood plasma products, hormones, antibiotics, and enzyme formulations. They are also used for diagnostic reagents and peptide APIs that are thermolabile, moisture-sensitive, or require extended shelf life that cannot be achieved through alternative preservation methods.
Critical lyophilization parameters optimised during pilot-scale development include product collapse temperature (Tc) and glass transition temperature (Tg'), shelf freezing rate, primary drying shelf temperature and chamber pressure, secondary drying temperature and duration, and total cycle time. Pilot freeze dryers generate these values under controlled GMP conditions for direct transfer to commercial production equipment.
Pharmaceutical pilot freeze dryer qualification follows three stages: IQ (Installation Qualification) verifies installation, utilities, and documentation; OQ (Operational Qualification) confirms shelf temperature uniformity, condenser performance, vacuum integrity, and control system functions within specification; PQ (Performance Qualification) demonstrates consistent lyophilization cycle reproducibility across multiple batches under representative GMP production conditions and loads.
Yes, all our products are designed and sourced to meet international regulatory standards, including GMP, USFDA, EU-GMP, WHO, and other relevant compliance requirements.
Absolutely. Our solutions are engineered for seamless integration with existing systems, ensuring minimal disruption and optimal performance within your current setup.
Yes, our team offers technical consultation to help you choose the most suitable product based on your process requirements, facility design, and compliance needs.
Yes, all our products are aligned with our turnkey execution approach, ensuring compatibility with overall facility design, engineering, and operational requirements.
Yes, we provide customised solutions tailored to your process, capacity, and regulatory requirements to ensure optimal performance and efficiency.
Our products are used across pharmaceutical manufacturing, biotechnology, nutraceuticals, research laboratories, and regulated healthcare environments.
We follow strict quality standards and work with trusted technologies and manufacturing processes to ensure consistent performance, durability, and compliance.
Yes, we offer ongoing technical support to ensure smooth operation, performance optimisation, and long-term reliability of all supplied systems and components.
