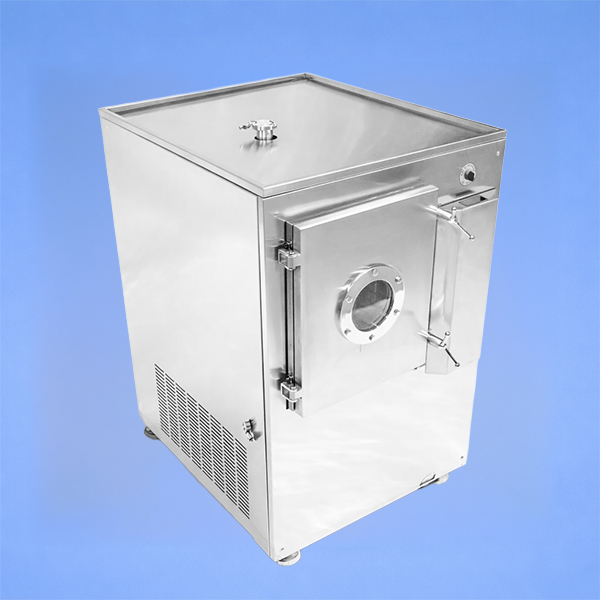
LyoLab
The LyoLab laboratory freeze dryer for pharmaceutical applications is designed to remove moisture from heat-sensitive products through lyophilization. By freezing the material and applying low pressure, it enables sublimation of moisture while preserving the biological and chemical integrity of the product.
The LyoLab is a compact lab freeze dryer for pharma and research use, built for development labs and R&D facilities. Designed and engineered in the USA and manufactured in India, it provides reliable lyophilization performance without the footprint or complexity of a full-scale production system.
Key Features
- Compact laboratory-scale lyophilizer
- Suitable for pharmaceuticals, biologics, and research materials
- Preserves product integrity during drying
- Easy to operate and maintain
- Designed for consistent lab-scale performance




Frequently Asked Questions
LyoLab is a compact, laboratory-scale freeze dryer purpose-built for pharmaceutical R&D and process development. It provides precise control over all lyophilization parameters—shelf temperature, condenser temperature, and chamber vacuum—enabling scientists to develop and validate freeze-drying cycles for biologics, APIs, and lyophilized drug products.
LyoLab is designed for lyophilization cycle development, formulation screening, stability studies, and process characterisation. It supports early-phase pharmaceutical research through to clinical batch preparation, helping scientists define optimal freeze-drying parameters before scaling processes to pilot or GMP production freeze dryers.
LyoLab provides a compact shelf area sized for representative laboratory-scale batches, accommodating standard pharmaceutical vials from 2 mL to 50 mL formats. Its shelf capacity enables meaningful formulation and cycle development experiments while minimising material consumption during early-phase research and preclinical formulation work.
LyoLab achieves shelf temperatures from −55°C to +60°C and condenser temperatures down to −75°C, providing sufficient thermal range for most pharmaceutical lyophilization applications. This includes aggressive freezing of heat-sensitive biologics and controlled secondary drying to achieve target residual moisture levels in the final lyophilized product.
Yes. LyoLab is qualification-ready, with full IQ/OQ/PQ documentation packages available. Electronic records, audit trails, and 21 CFR Part 11-compliant data management support use in regulated pharmaceutical R&D and quality control environments, enabling data generated on LyoLab to be used in regulatory filings and technology transfer packages.
Yes. LyoLab is designed with scale-up in mind, using heat transfer and mass transfer characteristics similar to larger GMP freeze dryers. Cycle parameters developed on LyoLab can be systematically transferred to pilot and production equipment, supporting efficient tech transfer and reducing the number of engineering batches required.
Yes. LyoLab supports integration with PAT tools including Pirani/MKS comparative pressure measurement, TDLAS for water vapour flux monitoring, and wireless temperature sensing via smart sensors. These capabilities enable real-time primary drying endpoint detection and process characterisation, supporting QbD-based lyophilization development workflows.
Yes. LyoLab is built to pharmaceutical-grade standards with 316L stainless steel product contact surfaces, CIP/SIP capability, and GMP-compatible software. It meets the construction and documentation requirements for use in regulated R&D, QC, and clinical manufacturing environments under FDA and EU GMP frameworks.
Yes, all our products are designed and sourced to meet international regulatory standards, including GMP, USFDA, EU-GMP, WHO, and other relevant compliance requirements.
Absolutely. Our solutions are engineered for seamless integration with existing systems, ensuring minimal disruption and optimal performance within your current setup.
Yes, our team offers technical consultation to help you choose the most suitable product based on your process requirements, facility design, and compliance needs.
Yes, all our products are aligned with our turnkey execution approach, ensuring compatibility with overall facility design, engineering, and operational requirements.
Yes, we provide customised solutions tailored to your process, capacity, and regulatory requirements to ensure optimal performance and efficiency.
Our products are used across pharmaceutical manufacturing, biotechnology, nutraceuticals, research laboratories, and regulated healthcare environments.
We follow strict quality standards and work with trusted technologies and manufacturing processes to ensure consistent performance, durability, and compliance.
Yes, we offer ongoing technical support to ensure smooth operation, performance optimisation, and long-term reliability of all supplied systems and components.
