LyoQuanta
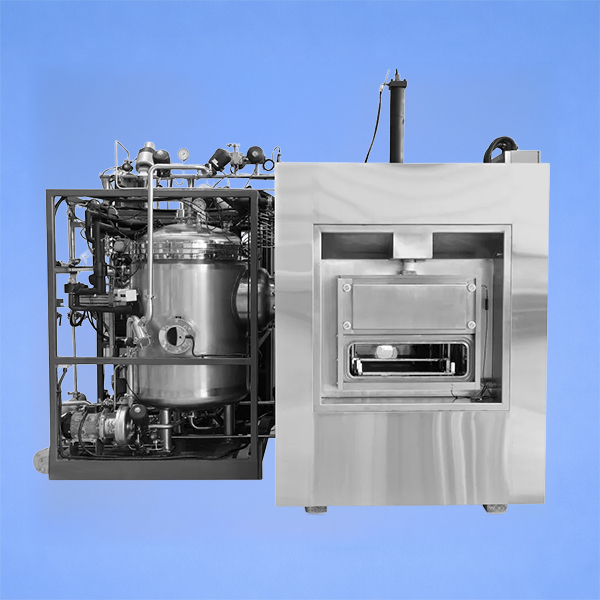
The LyoQuanta production-scale pharmaceutical freeze dryer is designed for consistent, repeatable lyophilization at commercial manufacturing scale. It removes moisture through a controlled freezing and vacuum process, ensuring stable product quality across large batch volumes and extended production cycles.
Production-scale operations demand reliability, cGMP compliance, and uninterrupted performance. The LyoQuanta meets these requirements with premium refrigeration and vacuum systems, delivering consistent drying outcomes while supporting regulated pharmaceutical and biotechnology environments.
Key Features
- Production-scale lyophilizer for commercial manufacturing
- Consistent performance across large batch volumes
- Designed for continuous and reliable operation
- Premium refrigeration and vacuum systems
- Supports cGMP-compliant manufacturing




Frequently Asked Questions
LyoQuanta is an advanced pharmaceutical lyophilization system that combines precision freeze-drying with integrated process analytical technology. Designed for both development and GMP production, it delivers quantitative real-time process data, enabling scientists and manufacturers to develop robust, data-driven lyophilization cycles for biologics and sterile injectables.
LyoQuanta uses advanced PLC-based control with independent shelf temperature, condenser temperature, and vacuum regulation across each drying stage. Closed-loop control algorithms dynamically maintain process setpoints, ensuring precise, reproducible freeze-drying cycles that protect product quality attributes and meet validation requirements for GMP pharmaceutical manufacturing.
LyoQuanta integrates multiple PAT tools including TDLAS (Tunable Diode Laser Absorption Spectroscopy) for real-time water vapour monitoring, comparative pressure measurement for primary drying endpoint detection, and wireless product temperature sensing. This analytical suite provides comprehensive, quantitative process data throughout every lyophilization cycle.
Yes. LyoQuanta is purpose-designed for Quality by Design (QbD) lyophilization development. Its integrated PAT tools, real-time data capture, and design space exploration capabilities allow teams to define critical process parameters and proven acceptable ranges, generating the process understanding needed for ICH Q8 regulatory submissions.
Yes. LyoQuanta's control software is fully compliant with FDA 21 CFR Part 11, providing secure electronic batch records, timestamped audit trails, role-based user access, and e-signature workflows. This ensures data integrity throughout lyophilization operations and supports regulatory submission readiness for FDA, EMA, and other global health authorities.
LyoQuanta's combination of ultra-precise shelf temperature control, real-time PAT-driven monitoring, and low condenser temperatures makes it ideal for thermally sensitive biopharmaceuticals. It protects protein conformation, nucleic acid integrity, and vaccine potency during freeze-drying, ensuring high-quality, stable lyophilized products with defined residual moisture and reconstitution profiles.
Yes. LyoQuanta continuously captures quantitative process data—including sublimation rates, product temperature profiles, and drying endpoints—throughout each cycle. This rich dataset supports systematic cycle optimisation, Lean cycle design, and the generation of regulatory-quality process characterisation data required for CMC sections of drug marketing authorisation applications.
Yes. LyoQuanta is fully PAT-compatible, integrating TDLAS, Pirani/capacitance manometer comparative measurement, and smart wireless sensors for real-time primary drying endpoint detection. These tools eliminate reliance on conservative fixed-time cycles, safely reducing lyophilization cycle duration while ensuring complete drying and product quality compliance.
Yes, all our products are designed and sourced to meet international regulatory standards, including GMP, USFDA, EU-GMP, WHO, and other relevant compliance requirements.
Absolutely. Our solutions are engineered for seamless integration with existing systems, ensuring minimal disruption and optimal performance within your current setup.
Yes, our team offers technical consultation to help you choose the most suitable product based on your process requirements, facility design, and compliance needs.
Yes, all our products are aligned with our turnkey execution approach, ensuring compatibility with overall facility design, engineering, and operational requirements.
Yes, we provide customised solutions tailored to your process, capacity, and regulatory requirements to ensure optimal performance and efficiency.
Our products are used across pharmaceutical manufacturing, biotechnology, nutraceuticals, research laboratories, and regulated healthcare environments.
We follow strict quality standards and work with trusted technologies and manufacturing processes to ensure consistent performance, durability, and compliance.
Yes, we offer ongoing technical support to ensure smooth operation, performance optimisation, and long-term reliability of all supplied systems and components.
